煤炭机械工作环境复杂苛刻,设备连续运行时间长,承受载荷大。截齿、运槽、齿轮、轴类等零部件极易磨损失效,液压支架立柱油缸、活塞杆极易腐蚀失效,设备使用寿命大大缩短。煤炭机械设备一般体积庞大、价格昂贵、装卸困难,保养维修工作量大,零部件因磨损、腐蚀失效而停止运行,会造成巨大的经济损失。
传统修复方法 — 电镀
低成本、高效率的激光熔覆技术被广泛应用
液压支架立柱的中缸表面因使用乳化液不合格或升井后放置时间过长,易导致内壁锈蚀形成斑坑。目前比较常用的方法是采用电弧熔铜技术在内表面制备耐蚀涂层,其特点是效率高、涂层厚度大,但是热输入较大、成本较高。内壁激光熔覆技术可以一定程度上替代或拓展传统电弧熔铜工艺,用于小口径的零件熔覆。激光熔覆技术可以更方便地调节粉末材料,根据服役环境的不同,快速制备具有良好防腐性能的涂层。


山东雷石的内壁熔覆加工头,集成度高、稳定性好、工艺成熟、适应性广。中缸的内壁熔覆表面光洁平整、无缺陷,不仅显著减少了后续加工量,且对产品几乎无热变形影响。
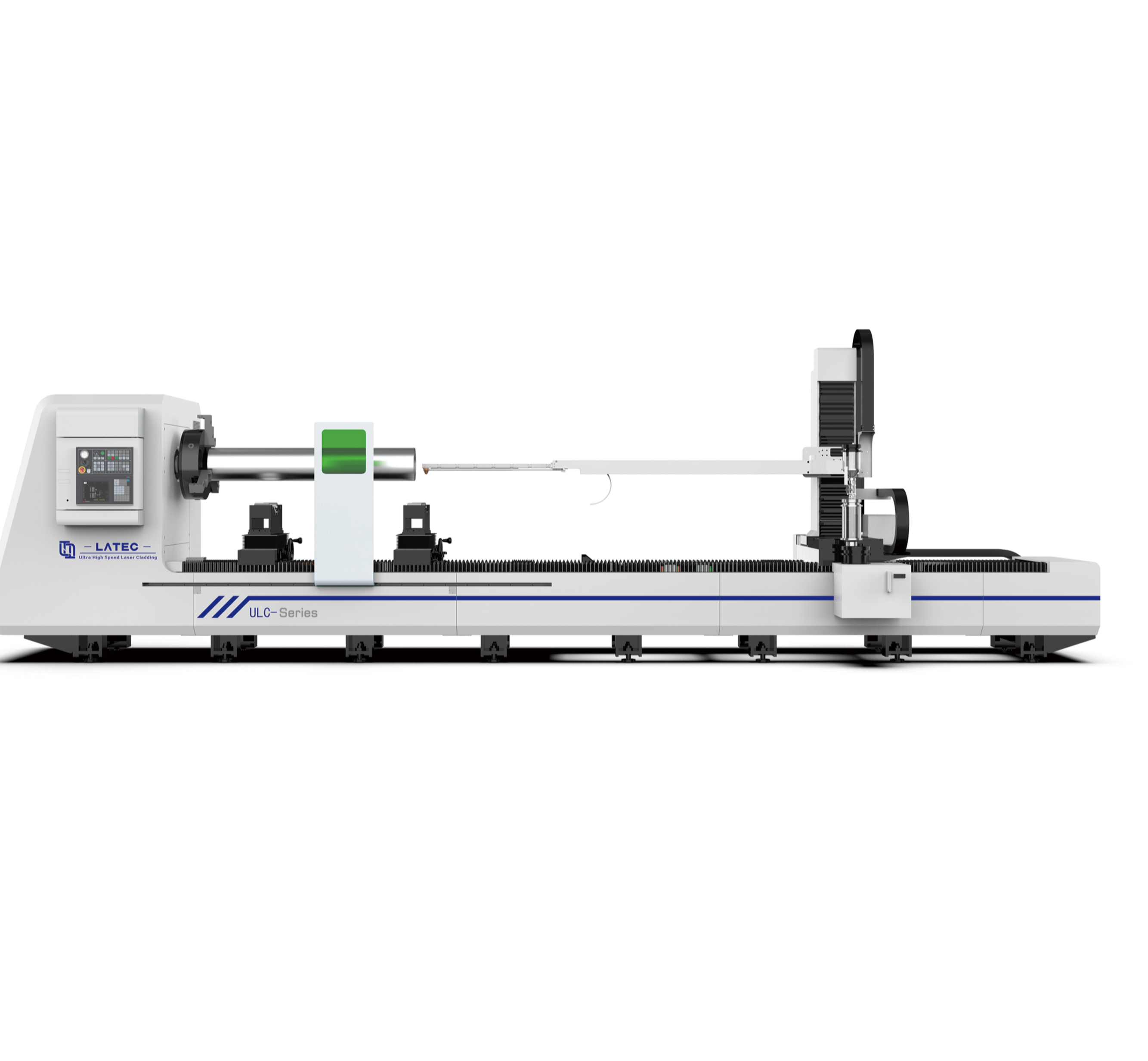
场景二:激光熔覆液压支架立柱
液压支架立柱是煤矿机械关键设备,长期在酸、碱性腐蚀介质中工作,立柱表面承受着腐蚀、磨损和冲击。传统立柱再制造修复技术多采用电镀工艺,修复后的立柱使用寿命较短、可修复次数少、存在环境污染问题。激光熔覆再制造技术具有涂层与基体结合牢固、组织致密等优点,大量实际应用证明,采用激光熔覆技术的立柱性能远优于电镀,具备无可比拟的优势。


激光熔覆技术利用高能激光束作为热源,将具有高硬度、防腐功能的合金粉体、液压支架立柱表面同时熔化,形成具有耐磨、耐腐蚀功能的熔覆层,大大延长液压支架使用寿命。与传统的电镀工艺相比,激光熔覆具有显著的技术优势,同时符合绿色可持续发展的要求,能为煤矿企业带来更大的经济利益和社会效益。

将激光熔覆技术应用于截齿修复与再制造,可有效提高截齿表面的硬度和耐磨性,延长截齿使用寿命。山东雷石成功地将激光熔覆技术应用在截齿强固上,截齿的激光熔覆单层熔覆厚度1-3mm,硬度HRC65,无裂纹、孔洞缺陷。高质量的耐磨涂层防护有效降低了截齿工作时的磨损、折断几率,降低了截齿的消耗量,同时,涂层的防护作用使得截齿在工作时不易产生火花,大大提升了采煤机械的运转率。




≡ 通过激光熔覆技术提高了截齿和截齿座的耐磨性,延长了使用寿命,降低了成本;
≡ 熔覆层组织均匀致密,熔覆厚度和熔覆区域可控,微观缺陷少;
≡ 与基材结合强度高,稀释率可控性好;
≡ 冷却速度快,基材热影响区小,热变形量小。
场景四:激光熔覆齿轮、轴类零部件
煤矿机械在煤矿生产过程中,承受较强的载荷力,齿轮和轴类等零部件在高速运转和长时间的高温状态下,会因磨损、腐蚀失效而停止运行,不论是返厂维修还是报废,都会造成巨大的经济损失。激光熔覆技术,可根据齿轮、轴类的材质、硬度等指标,选用特定的粉末,将磨损部分修复起来,恢复原尺寸及性能指标,根据实际需要,提高耐磨、耐腐蚀等性能,具有良好的经济效益。