


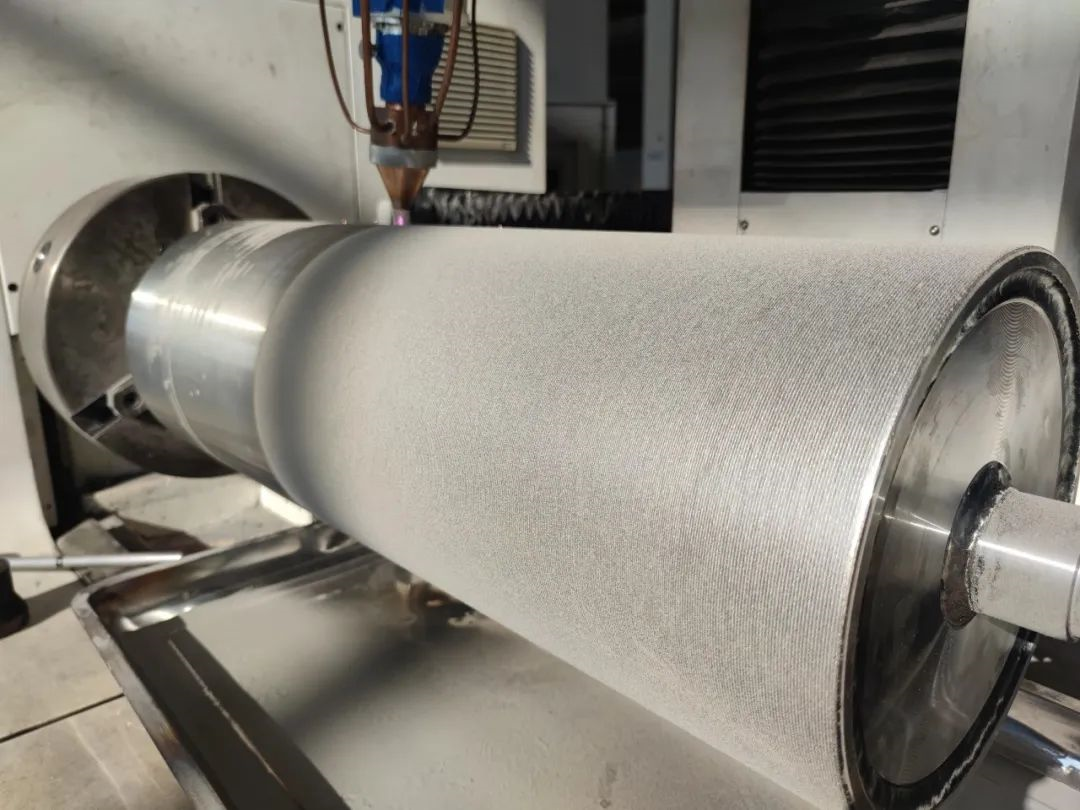
激光熔覆的目的是实现表面改性或修复,激光熔覆工艺对熔覆层质量的影响至关重要。激光熔覆的工艺参数主要有激光功率、光斑直径、熔覆速度、送粉速度等。这些参数对熔覆层的稀释率、表面粗糙度以及熔覆零件的致密性等有很大影响。
三个重要的工艺参数
激光功率

激光功率越大,熔化的熔覆金属量越多。随着激光功率的增加,熔覆层深度增加,周围的液体金属剧烈波动,动态凝固结晶,使气孔数量逐渐减少甚至得以消除,裂纹也逐渐减少。当熔覆层深度达到极限深度后,随着功率的提高,基材表面温度升高,变形和开裂现象加剧;激光功率过小,仅表面涂层熔化,基材未熔,此时熔覆层表面出现局部起球、空洞等,达不到表面熔覆的目的。
光斑(激光束)直径
熔覆层宽度主要取决于激光束的光斑直径。光斑尺寸不同会引起熔覆层表面能量分布变化,所获得的熔覆层形貌和组织性能有较大的差别。一般来讲,在小尺寸光斑下,熔覆层质量较好,随着光斑尺寸的增大,熔覆层质量下降。但光斑直径过小,不利于获得大面积的熔覆层。
熔覆速度

熔覆速度过高,合金粉末不能完全熔化,未起到优质熔覆的效果;熔覆速度太低,熔池存在时间过长,粉末过烧,合金元素损失,同时基材的热输入量大,会增加变形量。
激光熔覆参数不是独立地影响熔覆层宏观和微观质量,而是相互影响的。在激光功率一定的条件下,熔覆层稀释率随光斑直径增大而减小,当熔覆速度和光斑直径一定时,熔覆层稀释率随激光束功率增大而增大。另外,随着熔覆速度的增加,基体的熔化深度下降,基体材料对熔覆层的稀释率下降。
工艺参数对熔覆质量的影响
稀释率的影响
稀释率是激光熔覆工艺控制的重要因素之一。稀释率过大,基材对熔覆层的稀释作用大,将损害熔覆层固有的性能,增大熔覆层开裂、变形的倾向;稀释率过小,熔覆层与基材不能在界面形成良好的冶金结合,熔覆层易剥落。因此,控制熔覆层稀释率的大小是获得优良熔覆层的先决条件。
激光熔覆的熔池对流及影响
激光熔池的对流现象对熔覆合金的成分和组织的均匀化有促进作用,但在激光熔覆过程中过度的稀释且混合不充分的条件下,易引起成分和组织偏析,降低熔覆层的性能。同步送粉激光熔覆的对流控制着合金元素的分布和熔覆层几何形状。
如果熔覆材料与基材材料熔点差别太大,会导致工艺参数选择范围过窄,难以形成良好的冶金结合。润湿性较好的熔覆材料容易均匀铺展在基材表面,熔覆层成形和表面质量较好,熔覆材料元素熔覆扩散进入基材,在较低的稀释率下就可以形成牢固的冶金结合。
关于我们
山东雷石智能制造股份有限公司是一家专注于工业级激光熔覆和金属增材制造技术,拥有自主知识产权和核心技术的高新科技企业。公司致力于激光高速熔覆及再制造技术的创新和研发,提供软硬件一体化的技术解决方案。

激光熔覆再制造对新制造、包括已到服役寿命或因过渡磨损、腐蚀、氧化、刮伤、老化、变形等原因而失效的零部件进行修复,使其性能、表面质量、外形尺寸满足要求,恢复其使用价值,延长产品的使用寿命。在煤炭、工程机械、冶金、能源、石化行业有广泛的应用价值。与传统表面强化技术相比,激光熔覆技术具有快速凝固、组织结构细化、熔覆层与基材呈冶金结合、稀释率较低等特点。良好的激光熔覆层具有光滑平整的表面形貌,且没有明显微裂纹产生。
山东雷石用实力出众的专业服务、专注用心的研发风格、谨慎严格的质量要求、力求完美的责任意识,引领发展,推动中国乃至世界的激光熔覆技术潮流。






